


Контроль литья
ОСОБЕННОСТИ ВЫЯВЛЕНИЯ МЕТАЛЛУРГИЧЕСКИХ ДЕФЕКТОВ В ЗАГОТОВКАХ, ВЫПОЛНЕННЫХ ЛИТЬЕМ, С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ ДЕФЕКТОСКОПОВ SONATEST. ВЛИЯНИЕ ДЕФЕКТОВ ЛИТЬЯ НА КОНТРОЛЕПРИГОДНОСТЬ ИЗДЕЛИЙ.
Приведены результаты контроля стальных на примере колесной пары и титановых слитков с применением ультразвукового дефектоскопа SONATEST 700. Представлено фото, выявленных дефектов литья, а также рассмотрено влияние указанных дефектов на контролепригодность изделий.
Предложены варианты оценки контролепригодности изделий с использованием ультразвукового дефектоскопа SONATEST 700.
При отработке технологий ультразвукового контроля изделий необходимо учитывать местоположение и ориентацию не только эксплуатационных дефектов материала, но и характеристики дефектов литья в заготовках, из которых изготавливают изделия.
Рассмотрим характеристики дефектов литья, их влияние на прочностные свойства и контролепригодность изготавливаемых из слитков изделий, на примере осей колесных пар.
Основными типами дефектов литья стальных заготовок черновых осей колесных пар являются металлургические дефекты материала типа строчечных скоплений глинозема, шлаковых включений, сульфидов и сульфооксидов (рис.1).
.jpg)
Рис.1 Фото макрошлифа в поперечном сечении заготовки черновой оси колесной пары. Дефекты литья указаны стрелками.
Как показали результаты ультразвукового контроля осей с применением ультразвукового дефектоскопа SONATEST 700 и металлографические исследования материала, сульфиды и сульфооксиды обладают повышенной хрупкостью, располагаются в центральной части поперечного сечения, ориентированы вдоль оси и могут иметь протяженность равную длине оси.
Дефекты литья в заготовке черновой оси колесной пары при приемочном ультразвуковом контроле кованого стального слитка, выполняемом прямым ПЭП при его установке на торцевую поверхность заготовки (СТО РЖД 1.11.002-2008), не выявляются. Это обусловлено формой, местоположением и ориентацией дефектов относительно поверхности ввода ультразвука.
При изготовлении осей колесных пар выполняется ультразвуковой контроль прямым ПЭП с торца чистовой оси и наклонным ПЭП с цилиндрической поверхности оси, на конечном этапе изготовления осей. Дефекты литья, ориентированные вдоль чистовой оси колесной пары, указанными вариантами контроля также не выявляются.
При вводе ультразвука с цилиндрической поверхности оси (рис.2), выполняемом на конечном этапе изготовления, дефекты литья в средней части поперечного сечения оси выявляются.
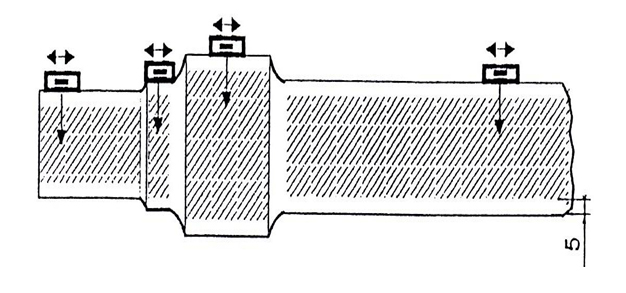
Рис.2. Схема контроля при вводе
ультразвука прямым ПЭП с цилиндрической поверхности чистовой оси колесной
пары.
Однако, для выявления дефектов литья выполняется большое количество технологических операций по изготовлению чистовой оси, что экономически не целесообразно.
С целью сокращения трудозатрат на изготовление оси, ультразвуковой контроль по обнаружению дефектов литья рекомендуется выполнять не на конечном этапе изготовления оси, а после предварительной обработки боковых поверхностей заготовки черновой оси.
При ультразвуковом контроле прямым ПЭП с цилиндрической поверхности чистовой оси колесной пары дефекты материала в поверхностном слое изделия могут быть пропущены, ввиду наличия так называемых «мертвых» зон невыявления дефектов (см. рис.2, не заштрихованный поверхностный слой глубиной до 5 мм).
Следует дополнительно отметить, что глубина «мертвой» зоны может быть уменьшена путем уменьшения длительности зондирующего импульса τ генератора дефектоскопа. В дальней зоне ПЭП глубина «мертвой» зоны определяется разрешающей способностью импульсного метода контроля, значение которой определяется по формуле Сτ /2, где С – скорость распространения ультразвука в материале контролируемого изделия. Поэтому при заказе ультразвукового дефектоскопа следует обращать внимание на значение длительности зондирующего импульса генератора. У ультразвукового дефектоскопа SONATEST 700 минимальная длительность зондирующего импульса генератора составляет 30 нс. У большинства отечественных и зарубежных ультразвуковых дефектоскопов она может быть значительно больше.
Наличие пропущенного металлургического дефекта в слитке может приводить к пропуску эксплуатационных трещин при ультразвуковом контроле изделия. Так, например, при поиске трещин в подступичной части оси колесной пары ультразвуковая волна может отражаться от пропущенных при изготовлении оси металлургических дефектов литья и не проходить в зону формирования усталостных трещин (см. рис.3).

Рис.3.
Возможные случаи расположения эксплуатационной трещины в области ультразвуковой
«тени», образуемой дефектом литья в подступичной части
оси.
На
рисунке 3 синей пунктирной линией со стрелкой показана предполагаемая траектория
распространения ультразвука до трещины. Сплошной синей линией со стрелкой
показана реальная траектория распространения ультразвука при наличии продольно
ориентированного дефекта литья.
Для оценки контролепригодности
подступичной части оси колесной пары в условиях ремонтных предприятий,
целесообразно ввести дополнительную оперецию слежения за наличием эхо-сигнала от
галтельного перехода подступичной части оси в предподступичную (рис.4).
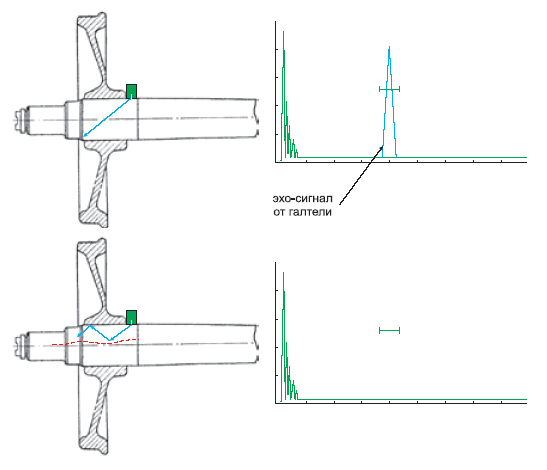
Рис.4. Рекомендуемая схема оценки контролепригодности подступичной части оси, при дефектоскопии колесной пары без выпрессовки колеса.
Если УЗ импульс отражается от галтели и наблюдается в зоне строба, при установке передней грани наклонного ПЭП «2 MHz Ǿ10 45» в упор к ступице колеса, то подступичная часть оси является контролепригодной (рисунок 4,а). Если эхо-импульс от галтели в зоне строба отсутствует, то подступичная часть оси контроленепригодна (рисунок 4,б).
Результатами исследований, проведенных специалистами ООО «ПАНАТЕСТ» на предприятии-изготовителе титановых слитков, установлено, что основными типами металлургических дефектов в титановых слитках, как правило, являются усадочные раковины и нитриды титана. Последний из указанных типов дефектов растворяется после третьего переплава. Усадочные раковины могут образовываться при каждом переплаве. В процессе ковки слитка, имеющего раковины или хрупкие инородные включения, могут образовываться внутренние трещины. Это требует удаления несплошностей материала до выполнения ковки слитка.
Результаты ультразвукового контроля свидетельствуют о нахождении усадочных раковин в основном в средней части поперечного сечения цилиндрического титанового слитка, на удалении от одного из торцев до 160 мм. С противоположного от дефектного торца титанового слитка нарушение сплошности материала, как правило, не обнаруживается.
Указанные усадочные раковины уверенно выявляются ультразвуковым дефектоскопом SONATEST 700 и могут также быть обнаружены другими ультразвуковыми дефектоскопами в контактном варианте эхо-импульсного метода контроля, с применением ультразвукового преобразователя совмещенного типа частотой 2МГц или 4 МГц, при его установке на цилиндрическую поверхность слитка. Чистота обработки цилиндрической поверхности слитка должна быть не хуже Rz 40. Условная чувствительность контроля составляла 50 мм по стандартному образцу СО-1, при комнатной температуре.
Ввиду большого уровня затухания ультразвука в титановых слитках, при настройке дефектоскопа вводился режим временной регулировки чувствительности.
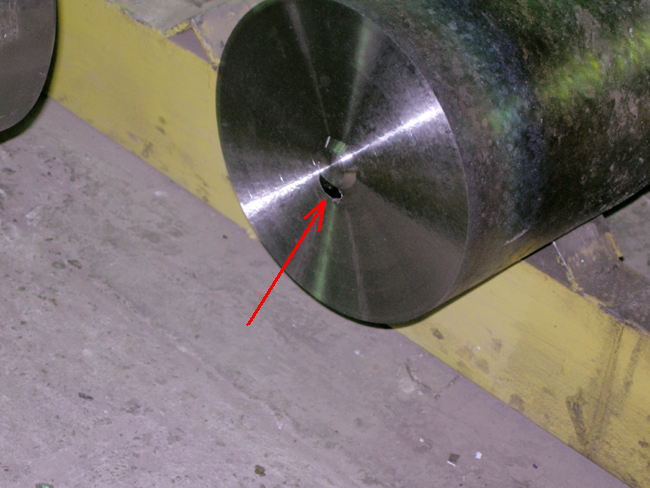
Рис.5. Усадочная раковина (показана стрелкой), выявленная в титановом слитке ультразвуковым дефектоскопом SONATEST 700.
Таким образом, внутренние дефекты литья стальных и титановых слитков могут не только ослаблять основное сечение изготавливаемых из слитков изделий, но и приводить к контроленепригодности изделий в процессе поиска эксплуатационных дефектов. Указанные факторы требуют введения ультразвукового контроля на предприятиях-изготовителях слитков, а также приемочного контроля слитков на предприятиях-изготовителях изделий, до выполнения ковки слитков.
Купить ультразвуковые дефектоскопы и толщиномеры, предварительно ознакомившись с их работой, Вы можете в ООО «ПАНАТЕСТ». Наши квалифицированные специалисты обеспечивают качественное гарантийное и постгарантийное обслуживание приборов.
Обращайтесь по телефонам: +7 (495) 918-09-30, 362-78-73, 673-02-23. Менеджеры компании оперативно ответят на любой Ваш вопрос. г. Москва, ул. Авиамоторная 12, офис 405; Тел./факс: +7 (495) 789-37-48, +7 (495) 587-82-98.