


Контроль композитов
ПРОТОКОЛ ИСПЫТАНИЙ №364: ДЕФЕКТОСКОПИЯ ЛОПАСТИ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ РЕЖИМА DRYSCAN УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА SONATEST 700M
Москва, 11.05.2016.
Объект контроля
Предоставлена часть лопасти несущего винта вертолета, изготовленная из композиционных материалов. (Рис.1)
Геометрические параметры объекта контроля: Д×Ш×В: 180×130×20 мм;
 |
Рис.1 Образец части вертолетной лопасти. |
Средства контроля
При контроле применялось оборудование компании ООО "Панатест"
- Ультразвуковой дефектоскоп Sonatest 700 производства Sonatest Ltd, Великобритания.
- Специализированный режим Dryscan для ультразвуковых дефектоскопов Sonatest.
- Специализированные роликовые преобразователи для контроля в режиме Dryscan с частотой 1.25 МГц.
- Скоба для соосного крепления роликовых преобразователей.
Теория
Режим Dryscan хорошо зарекомендовал себя для контроля материалов с высоким затуханием ультразвука и, в первую очередь, композитов, сотовых и сэндвич-панелей для выявления расслоений и непроклеев, а также там, где недопустимы загрязнения поверхности объекта контроля контактной средой.
Объекты контроля для режима Dryscan:
- Монолитный пластик, армированный стеклом/углеродом;
- Сэндвич-панели с сотовым наполнителем;
- Сэндвич-панели с наполнителем из пены (или дерева);
- Склеенные структуры.
Теневой режим часто применяют там, где эхоимпульсный режим не позволяет найти решение.
Преимущества:
- Для акустического соединения преобразователей с контролируемым материалом не требуются контактная жидкость.
- Нет необходимости точной соосной установки преобразователей. Фактически можно использовать передатчик и приёмник, расположенные друг к другу под углом 100°. Система обладает высокой надёжностью обнаружения дефектов.
- Этот метод можно использовать для большого количества материалов в качестве оценки ГОДЕН/НЕ ГОДЕН как в ручном, так и в полностью автоматическом режиме.
- Во многих случаях не требуется подготовка поверхности материалов.
При использовании стандартных ультразвуковых дефектоскопов, требуется акустическая контактная среда, обеспечивающая акустический контакт с преобразователем, который передаёт и принимает акустическую энергию.
Сухой контакт обеспечивается с помощью использования полимерного материала для наконечника преобразователя. Для контроля ультразвуковым дефектоскопом больших площадей, используются катящиеся преобразователи с шинами, изготовленными из такого же материала. Пластиковый материал является достаточно мягким для обеспечения хорошего акустического контакта с поверхностью образца. Этот материал может работать в температурном диапазоне от 20°C до 150°C, и сохраняет достаточную жёсткость для предотвращения износа, вызванного трением с поверхностью при использовании катящихся преобразователей.
Проведение контроля
Первым шагом выполняется калибровка ультразвукового дефектоскопа, установкой параметра «Ноль».
Вторым шагом каркас с зафиксированными преобразователями устанавливается на образец контроля (Рис.2).
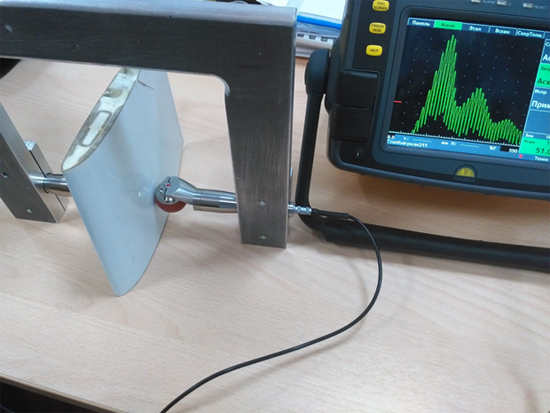 |
Рис.2. Сигнал, полученный в режиме Dryscan на дисплее ультразвукового дефектоскопа Sonatest 700 в бездефектном месте. |
Перемещаем образец контроля между преобразователями, постоянно наблюдая за экраном дефектоскопа. Отсутствие сигнала (Рис. 3) сигнализирует о наличии дефекта.
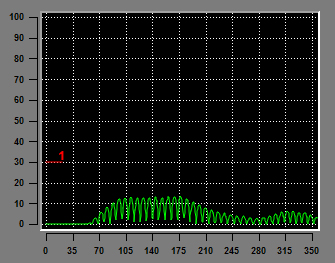 |
Рис.3 Отсутствие сигнала свидетельствует о наличии дефекта. |
Выводы
 Проведенные эксперименты подтверждают преимущества режима Dryscan при контроле композитных материалов:
Проведенные эксперименты подтверждают преимущества режима Dryscan при контроле композитных материалов:
- Отсутствие контактной жидкости при контроле;
- Высокая скорость проведения измерений;
- Удобство подачи объекта контроля;
- Возможность автоматизации контроля.